
电 话:18018418999
传 真:0513-85541988
邮 箱:sxc@ntjfzn.com
网 址:www.hollywoodrn.com
地 址:江苏省如皋市白蒲工业园区

首先,校直切断机属于一种钢筋加工机械,并不是所有类型各种规格的钢筋都可以用它来切断的,只有半径不超过7毫米的钢筋才可以,而且要注意启东高速冲床在操作之前能够对钢材做除锈处理。其次,校直切断机切的主要组成部分有切断机构、调直筒、钢筋定长架、牵行机构等。在工作时电动机带动皮带转动,并且高速冲床厂家速度越来越快,同时调直筒就会随着开始高速转动,以此来达到把钢筋调直的目的。 从严格意义上来讲,任何一个部件出现状况都会导致校直切断机切出现故障而切不断钢筋的情况,但有时候在工作中会出现突然切不断的情况,这又是怎么一回事呢?导致这种情况出现的原因之一是因为长时间频繁切割使用,导致剪切刀变钝,这种故障很好处理,直接更换刀片,或者把刀片取下来重新磨刀就好了。

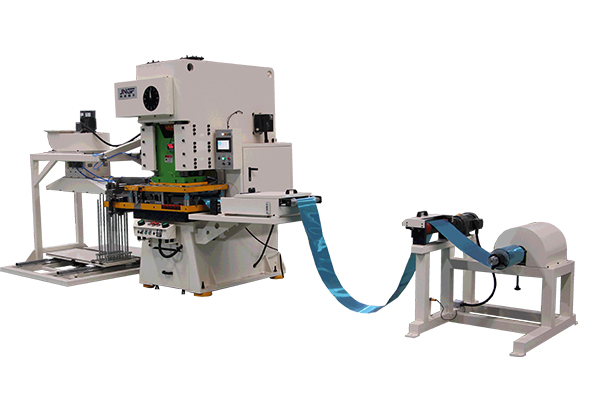
高速冲床之设计原理是将圆周运动转换为直线运动,高速冲床厂家由主电动机出力,带动飞轮,高速冲床经离合器带动齿轮、曲轴(或偏心齿轮)、连杆等运转,来达成滑块的直线运动,高速冲床从主电动机到连杆的运动为圆周运动。高速冲床连杆和滑块之间需有圆周运动和直线运动的转接点,高速冲床设计上大致有两种机构,一种为球型,一种为销型(圆柱型),生产高速冲床经由这个机构将圆周运动转换成滑块的直线运动。
1、液压胀管机中,应有牢固且良好的接地处理;2、在高速冲床厂家设备的开始工作之前,司机要随设备进行检查和相关的清洁,一定要去除杂质和杂物等;3、模具的安装套在设备停机的状态下才可以正常的工作,不可以启动按钮,发这样为了避免发生危险;4、在模具固定好之后要进行试压,如果生产高速冲床实验过后没有问题就可以正常的使用;5、在设备工作之前要先让设备空转5分钟左右,这样可以方便检查又没做异常,如果一切正常方可正常工作;6、使用不同的产品的时候要应对不同的工作压力参数,这样可以方便以后产品的质量保证;7、在液压胀管机工作的时间内,操作人员不可以做危险的动作,摇为了人身的安全考虑。

液压弯管机机油打不上来的原因:液压弯管机油泵的油能打上来,就是剪下去的力不够,油管上连接部位我都检查过没问题,另外就是剪下去了,启东高速冲床退上来的速度很慢,退不到位。有这方面技术师傅请指导下,是什么问题?回上去的速度慢是因为回程缸的氮气不足需要冲氮气,氮气不足还导致压料力不足,弯管板料时会产生板料压不住,将氮气冲至5.5mpa~6.0mpa即可,剪切力量不够可以适当加大系统主压力,在液压阀板上有一个带手柄的阀可以调节,调至18MPA即可,但建议不要轻易自己调节,过高会影响生产高速冲床机器的寿命。

在机械行业,有很多的机械设备,都是骑着顶梁柱的作用,这些机械在生活中,生产高速冲床可能不经常看到,但是在工业领域都是启东高速冲床它们大展拳脚的时候,非常的强大的作用,比如卧式胀管机,将管子通过膨胀的作用,进行接管。可能很多朋友对于卧式胀管机了解的不多,没有关系,小编跟大家讲下卧式胀管机的一些干货。在进行胀接的时候主要有机械胀接、液压胀接,现在很多企业采取的是机械胀接,但是这种胀接方法的劳动强度大、工作效率低,胀接的质量会受到操作者的熟练程度而受到影响,在进行胀接的时候使用的润滑的介质会渗入到管子与管板之间,对后续的焊接的质量会产生不利的影响。使用它的优势主要有制造成本低、劳动强度轻、周期短、均匀可靠等优点。

如果需要纯弯曲,那么在外径和壁厚都固定的情况下,当受到手动弯管机产生的弯曲力的时候,中性层的外壁就会在拉力的作用下使管壁变薄,而与此同时,生产高速冲床内壁就会变厚。这是很自然的现象,并不会对管道的质量造成影响,但是如果手动弯管机产生的弯曲力没有控制好的话,就会是形变过大,造成的直接影响就是外侧管壁出现裂纹,而内壁出现褶皱。那么启东高速冲床多大的弯曲力才是合适的呢?这就要从许多方面综合考虑了,比如管道的材质、壁厚程度、弯曲的角度等,这些因素都是需要考虑进去的。



