
电 话:18018418999
传 真:0513-85541988
邮 箱:sxc@ntjfzn.com
网 址:www.hollywoodrn.com
地 址:江苏省如皋市白蒲工业园区
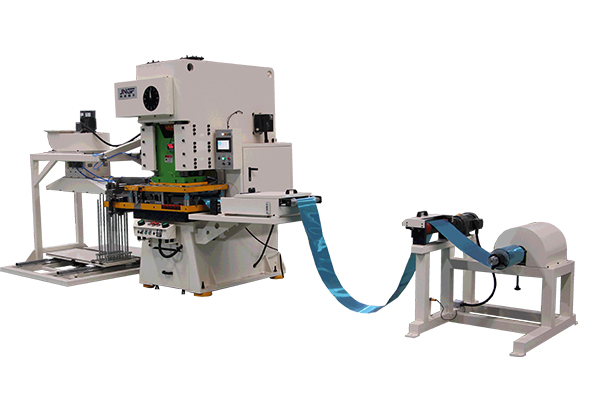
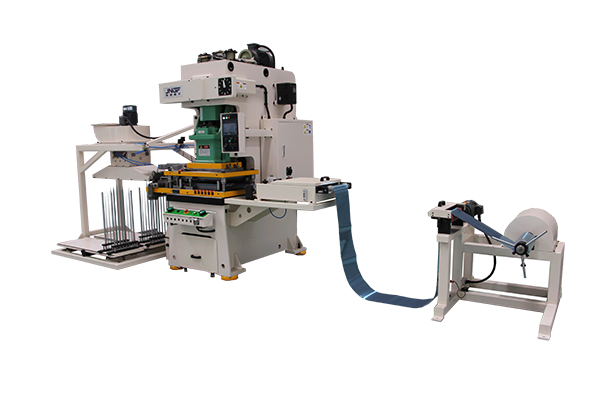
高速冲床装上相应模,把各种金属材料通过送料机送到冲床,再冲压出相应的零件。高速冲床的速度:每分钟200-1000次。下面我们就来介绍一下使用高速冲床的好处。1、通过模具将生产闭式翅片冲床产品从高速冲床中冲压出来,常熟闭式翅片冲床冲压出来的产品质量好,精度高,避免人工操作时出现的误差。2、高速冲床的冲压过程达到一些企业高要求,如速度快,冲压出来的零件多。
卧式胀管机在生活中使用广泛,为我们带来了便利,该设备具有三种胀接方法,常熟闭式翅片冲床各有各的特性,下面便具体介绍一下:1.机械电动胀管,机械胀是通过使用大于铜管内径的拉头,沿着铜管轴心线穿过,然后使管材和管壁胀接成为一体,这种方式控制精度高,功能全,抗干扰性强,能够适用于工作环境恶劣的地方。2.液压胀胀管,液压胀是将一端密封,然后将水注入铜管内提高压力,从而使管材与管壁胀接成为一体,闭式翅片冲床怎么样这种方式胀管压力稳定管材与管壁接触均匀。3.机械螺旋胀胀管,机械螺旋胀属于机械胀一种,主要是通过大于铜管内径的拉头沿着铜管轴心线穿过,返回时小钢球伸出拉头,拉头会沿着铜管轴心线旋转返回,将管材与管壁胀接成为一体。

首先,校直切断机属于一种钢筋加工机械,并不是所有类型各种规格的钢筋都可以用它来切断的,只有半径不超过7毫米的钢筋才可以,而且要注意常熟闭式翅片冲床在操作之前能够对钢材做除锈处理。其次,校直切断机切的主要组成部分有切断机构、调直筒、钢筋定长架、牵行机构等。在工作时电动机带动皮带转动,并且闭式翅片冲床怎么样速度越来越快,同时调直筒就会随着开始高速转动,以此来达到把钢筋调直的目的。 从严格意义上来讲,任何一个部件出现状况都会导致校直切断机切出现故障而切不断钢筋的情况,但有时候在工作中会出现突然切不断的情况,这又是怎么一回事呢?导致这种情况出现的原因之一是因为长时间频繁切割使用,导致剪切刀变钝,这种故障很好处理,直接更换刀片,或者把刀片取下来重新磨刀就好了。

全自动弯管机是一款机械设备,主要是通过一定的工作原理,闭式翅片冲床怎么样将定尺、道具等功能进行自动循环,实现这些产品连续加工,然后为企业进行大批量生产定制的过程,全自动弯管机作业高效,而且操作简单,所以在市场上非常受欢迎。但是生产闭式翅片冲床使用时候注意以下几点:1.全自动切管机切割刀片非常靠近夹紧系统,这样可以避免管子振动,且保证不变形。2.切管机机器结构紧凑而轻便易携,非常适合用于现场安装或车间内作业。3.切割快速、无毛刺且切割口垂直于管子的轴线。4.切管机只需增加一个自动电动公转控制系统和一个焊接电源就可以实现全位置焊接功能。5.切管机适用于各种材料管的切割。

弯管机的管壁厚度变薄会降低弯管机管件的承受内压能力,从而影响弯管机的性能以及产品的质量。弯管机所弯曲的管材在断面形状上发生了畸形变化,这个可能会引起弯管管材的横断面积变小,影响管件在使用中的功效。在使用生产闭式翅片冲床过程中,弯管机或其他类型的弯管机其所面对的产品缺陷对产品制作有着一定的影响。因此,对于弯管机的这些问题要采取相应的办法来解决,以便在利用弯管机加工时生产出合适的产品,确保弯管机生产的各个零部件能够保持一个的各项指标和性能指示以及外观质感等。故障排除法对待一般的机械设备都通用。随着科技的发展,全自动弯管机的使用越来越多,闭式翅片冲床怎么样一定要学会这几种常规方法哦。

全自动弯管机折弯模一般采用向上成形的方式,当模具的开模高度在350mm以上时,使用上承板,平时可不使用上、下承板。为了能够更好的运用弯管机,我们应对生产闭式翅片冲床机器自身和配套的折弯模有所了解。为了防止折弯尽寸过大大,导致料片在成型过程中移动,我们应在料片成型前将其压紧,从而减少不必要的误差,全自动弯管机折弯成型的角度应控制在材料厚度3-6倍,弯管机折弯模定位过程中,还应考虑以下因素:1.定位稳定性,2.加工便捷性,3.调节灵活性。全自动弯管机下模为折弯块时,应使用镙丝将定位块固定在折弯块侧面,并将定位块做成七字形,这种定位方式不仅方便调整,而且容易折装。为了保证成型角度稳定,若单边成型时,需用上模做靠刀。若闭式翅片冲床怎么样零件较小,我们还可以在弯管机的下模上挖孔,然后镶折弯件折弯。



