
电 话:18018418999
传 真:0513-85541988
邮 箱:sxc@ntjfzn.com
网 址:www.hollywoodrn.com
地 址:江苏省如皋市白蒲工业园区
1、进口的铁路线应该每周添加新的润滑脂。2、生产高速翅片冲床夹紧油缸轴承高温润滑脂,每1-2周注射。3、自动弯管机剩余部分轴承的润滑应每年进行清洁油脂。4、前后自动弯管机主轴轴承,高速翅片冲床用途适用于高速润滑脂启闭机械密封不加油。5、在前面的全自动弯管机,切管机应保持清洁,前后轨防尘罩完好。

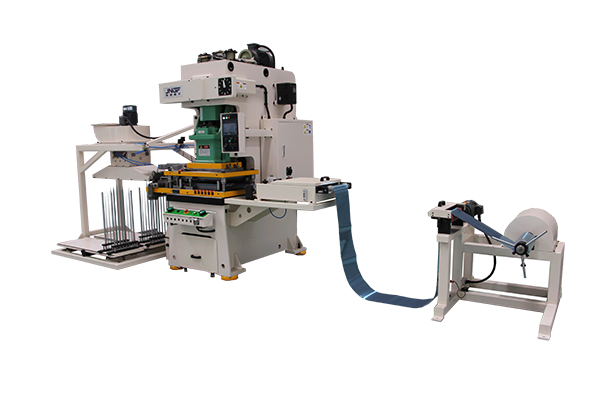
校直切断机能够满足我们的需求,为我们提供便利,因此生产高速翅片冲床在很多领域使用广泛,下面具体介绍下该设备的组成部件:1.送丝辊。设备具有4个送丝辊,辊子上刻有三角型槽,校正粗钢筋时使用大槽,校正细钢筋时使用小槽。2.双排链。双排链传动平稳,只需使用黄油润滑即可,若发现链条下垂,应拆卸下来进行调整。3.校直辊。校直辊外部空间大,便于高速翅片冲床用途观察操作,降温效果良好。使用过程中偏心不能调的过大,否则会导致阻力增大,甚至使电机停转。4.剪切系统。剪切系统采用同比线速度滚动剪切,生产效率高,在剪切的同时还可以完成送筋。5.电机。电机皮带松紧应保证合适,若皮带较送松会导致剪切时出现卡刀现象吗,从而影响刀具的使用寿命。

如果需要纯弯曲,那么在外径和壁厚都固定的情况下,当受到手动弯管机产生的弯曲力的时候,中性层的外壁就会在拉力的作用下使管壁变薄,而与此同时,生产高速翅片冲床内壁就会变厚。这是很自然的现象,并不会对管道的质量造成影响,但是如果手动弯管机产生的弯曲力没有控制好的话,就会是形变过大,造成的直接影响就是外侧管壁出现裂纹,而内壁出现褶皱。那么如皋高速翅片冲床多大的弯曲力才是合适的呢?这就要从许多方面综合考虑了,比如管道的材质、壁厚程度、弯曲的角度等,这些因素都是需要考虑进去的。

控制弯管机车间污染的理想方法应该是从生产工艺上减少粉尘和污染物的产生。但如皋高速翅片冲床当生产工艺上无法采取更佳的污染物减排措施,采取科学有效的卫生防护工程技术是改善车间环境的有效措施。这其中,工业通风可通过控制车间有害气体和气溶胶、粉尘,改善车间内微小气候等方面,成为目前控制车间污染重要的卫生防护工程技术措施之一。工业通风的意义在于排出污染的车间空气或将潮热或干冷的空气,生产高速翅片冲床车间补充外界清洁空气以改善车间空气环境。

在安装管道的时候涉及到场地的需求,需要使用到多种弯管,如生产高速翅片冲床90°和45°弯。因为使用到的弯管比较多,而现场的情况又是比较复杂的,无法事先制作好所有弯管,使用全自动弯管机可以在现场直接操作,非常方便。在弯管时需要满足一些条件:已具备施工图、标准图,并审核完毕。用自动弯管机垠弯时,操作人员面部一定要避开所弯的钢管,以免弯管器滑脱伤人。高速翅片冲床用途用火煨弯时,管口处禁止站人,以防止放炮伤人,煤炉位置应与消防部门联系好,围的易燃物必须消除,下班前必须将火熄灭,以防发生事故。

卧式胀管机在生活中使用越来越广泛,高速翅片冲床用途下面具体介绍下设备胀接是应注意的事项:设备应在管子安装以后立即进行胀接。胀接时先张汽包两端的管排,将其作为基准管排,然后将其从中间项链变胀接。为了避免影响挂砖,管排应排列整齐,使用拉线法和卡板找正。管子胀接时为防止管子胀接松弛,应采用反节式胀接顺序。胀接环境温度需在0℃以上,胀接过程中禁止油、灰尘和水渗入胀接面,管子摩擦发热,会改变设备机械性能,因此应轮流使用胀管器并适当添加一些润滑油。胀管器时设备应和胀管平正放置,从而生产高速翅片冲床避免导致胀杆或胀珠断裂。



