
电 话:18018418999
传 真:0513-85541988
邮 箱:sxc@ntjfzn.com
网 址:www.hollywoodrn.com
地 址:江苏省如皋市白蒲工业园区

在使用卧式胀管机的时候,我们一定要对全自动长U弯管机厂家周围的场地做好必要的保护措施,在工作的场所总设置围栏,工作前期,需要空载运行,在确认订购全自动长U弯管机一切正常之后,再套模弯管,应该要加工管径之后使用管模,并且按照顺序来放好。不得在管子和管模之间加油。应夹紧机件,导板支承机构应按弯管的方向及时进行换向。 在作业的时候,不是操作人员不要围观,工作之后要切断电源,锁好电闸,做好日常的保养工作,工作期间要根据操作的规定操作,要需要注意定期的保养才可以长久使用。

卧式胀管机作业中先焊后胀,如东全自动长U弯管机即先完成焊接然后再胀接,管子中心线应和管板管孔的中心线重合,若间隙较小时,上端15mm的未胀管段便可以减轻胀接变形对焊接的影响。若间隙较大时,胀接变形会越过15mm未胀区的缓冲,全自动长U弯管机厂家对焊接接头造成损伤,甚至还会造成焊口脱焊。因此控制管子和管板孔精度配合非常重要,有资料显示,管口焊接接头可以承受很大的轴向力,即便管子拉断,焊口都不会拉脱,但强度焊以后,控制达不到要求,很可能导致过胀失效后胀接时对焊接接头造成损伤。

翅片模具保养比模具维修更为重要,模具维修的次数越多,其寿命越短;而模具保养得越好,其使用寿命就会越长。订购全自动长U弯管机模具保养主要分三点;1.模具的日常保养:各种运动部件如顶针、行位、导柱、导套加油,模面的清洁,运水的疏道,这是模具生产时每天要维护的。2.定期的保养:定期保养包括日常保养之外还要排气槽的清理,困气烧黑位加排气,损伤、磨损部位修正等。3.外观保养:模胚外侧涂油漆,以免生锈,下模时,定模动模应涂上防锈油,模具保存时应闭合严实,全自动长U弯管机厂家防止灰尘进入型腔。

全自动弯管机的使用是一种趋势。随着现代化步伐加快,很多企业会选择机器代替人工,省时省力还好管理。但是机器设备是需要科学使用的哦。弯管机弯曲半径标准化:弯曲半径要尽量实现“一管一模”和“多管一模”。对于一根管子来说,无论订购全自动长U弯管机有几个弯,弯曲角度如何,其如东全自动长U弯管机弯曲半径只能有一个,因为弯管机在弯曲过程中不更换模块,这就是“一管一模”。而“多管一模”,就是同一直径规格的管子应尽量采用同一种弯曲半径,就是使用同一套模块弯制不同形状的管形,这样才有利于减少模块数量。弯管机弯曲半径:导管弯曲半径的大小,决定了导管在弯曲成形时所受阻力的大小。一般来说,管径大弯曲半径小,弯曲时容易出现内皱和打滑现象,弯曲质量很难保证,所以一般选用弯管模的R值为管子直径的2-3倍为好。全自动弯管机的使用需要专业的人操作,有过操作经验的比较容易上手,新人的花要进行了解和学习再操作机器。
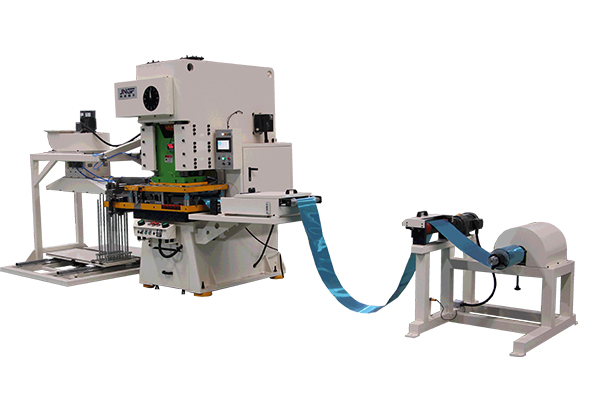
全自动弯管机的主要部件包括同步系统、滑块部分、挡料机构和工作台。1.如东全自动长U弯管机同步系统由扭轴、摆臂、关节轴承等组成,结构简单、性能稳定。2.滑块部分采用液压传动方式,该部件主要由滑块、油缸和机械挡块组成,通过液压活塞带动滑块上下运动。3.挡料机构采用电机传动方式,依靠链操带动丝杆,进行同步移动。4.订购全自动长U弯管机工作台部分由按钮盒操纵,然后弯管机的电动机带动挡料架前后移动。



