
电 话:18018418999
传 真:0513-85541988
邮 箱:sxc@ntjfzn.com
网 址:www.hollywoodrn.com
地 址:江苏省如皋市白蒲工业园区

校直切断机实现钢筋校直的方法很多。电动机通过传动机构中的皮带、轴、锥齿轮、齿轮等将动力传送到压辊,使压辊旋转。未校直的钢筋经过调直筒初步定位后进人到两个压辊之间。两个压辊的对碾迫使钢筋被校直,校直的钢筋到达一定的长度后通过裁刀将钢筋切断。校直切断机采用气动方法实现切割钢筋工作,供应手动长U弯管机并且钢筋被切断后能被自动送出。电机通过齿轮传动机构带动校直辊转动,钢筋则在两个校直辊中间通过,调整校直辊之间的距离可以改变校直辊对钢筋的挤压力。钢筋就在这样的挤压中被校直。当校直长度达到设定长度时,剪切气缸带动切刀下行将钢筋切断,然后落料气缸带动落料架转过一定角度实现落料。河北手动长U弯管机跟切气缸的作用是保证裁切钢筋的过程中,不出现钢筋变形等状况。因为在切断瞬间钢筋推动切刀水平移动,切断小规格钢筋时就容易使钢筋弯曲,影响加工精度。

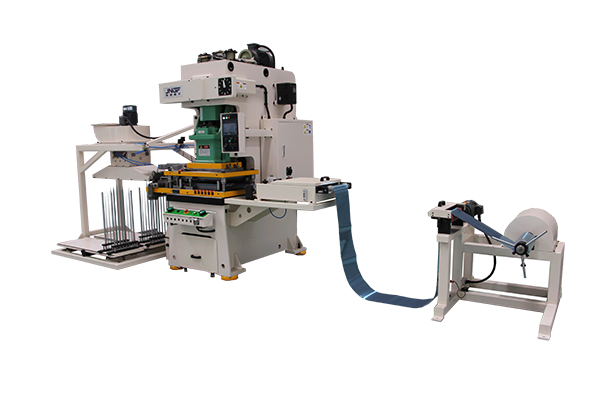
高速冲床之设计原理是将圆周运动转换为直线运动,手动长U弯管机厂家由主电动机出力,带动飞轮,高速冲床经离合器带动齿轮、曲轴(或偏心齿轮)、连杆等运转,来达成滑块的直线运动,高速冲床从主电动机到连杆的运动为圆周运动。高速冲床连杆和滑块之间需有圆周运动和直线运动的转接点,高速冲床设计上大致有两种机构,一种为球型,一种为销型(圆柱型),供应手动长U弯管机经由这个机构将圆周运动转换成滑块的直线运动。

弯管机的管壁厚度变薄会降低弯管机管件的承受内压能力,从而影响弯管机的性能以及产品的质量。弯管机所弯曲的管材在断面形状上发生了畸形变化,这个可能会引起弯管管材的横断面积变小,影响管件在使用中的功效。在使用供应手动长U弯管机过程中,弯管机或其他类型的弯管机其所面对的产品缺陷对产品制作有着一定的影响。因此,对于弯管机的这些问题要采取相应的办法来解决,以便在利用弯管机加工时生产出合适的产品,确保弯管机生产的各个零部件能够保持一个的各项指标和性能指示以及外观质感等。故障排除法对待一般的机械设备都通用。随着科技的发展,全自动弯管机的使用越来越多,手动长U弯管机厂家一定要学会这几种常规方法哦。

全自动数控弯管机性能,采用伺服电机驱动能够有效的保证弯管的角度误差稳定问题,同时采用多轴联动,送料使用伺服驱动来控制送料长度精度,误差能够保证在±0.1mm以内。而供应手动长U弯管机需要三维空间转角的管件弯曲,同样手动长U弯管机厂家也实时伺服驱动控制空间转角的角度,误差能够保证在±0.1mm以内。弯管采用伺服驱动、送料采用伺服驱动、转角采用伺服驱动、三轴联动情况下,弯管精度就能够有效保证。同时由于特殊管材的弯管要求和一根管材上多个弯曲半径情况下,我们也可采用双模控制伺服自动换模来进行大小R的切换,中间过程无需停顿一次成型,避免了液压弯管机来回拆换模具的麻烦,同时弯管的精度与尺寸又能够有效保证 。
1.定期检查修理开关、保险、手柄、保证其工作可靠。2.电动机轴承内的润滑油要定期更换加注,并经常检查电机部分的工作是否正常。3.手动长U弯管机厂家定期检查三角皮带、手柄、旋钮、按键是否损坏,磨损严重的应及时更换。4.严禁非指定人员操作供应手动长U弯管机设备,平常必须做到人离机停。



