
电 话:18018418999
传 真:0513-85541988
邮 箱:sxc@ntjfzn.com
网 址:www.hollywoodrn.com
地 址:江苏省如皋市白蒲工业园区
卧式胀管机作业中先焊后胀,浙江高速翅片冲压生产线即先完成焊接然后再胀接,管子中心线应和管板管孔的中心线重合,若间隙较小时,上端15mm的未胀管段便可以减轻胀接变形对焊接的影响。若间隙较大时,胀接变形会越过15mm未胀区的缓冲,高速翅片冲压生产线厂家对焊接接头造成损伤,甚至还会造成焊口脱焊。因此控制管子和管板孔精度配合非常重要,有资料显示,管口焊接接头可以承受很大的轴向力,即便管子拉断,焊口都不会拉脱,但强度焊以后,控制达不到要求,很可能导致过胀失效后胀接时对焊接接头造成损伤。

在使用卧式胀管机的时候,我们一定要对高速翅片冲压生产线厂家周围的场地做好必要的保护措施,在工作的场所总设置围栏,工作前期,需要空载运行,在确认生产高速翅片冲压生产线一切正常之后,再套模弯管,应该要加工管径之后使用管模,并且按照顺序来放好。不得在管子和管模之间加油。应夹紧机件,导板支承机构应按弯管的方向及时进行换向。 在作业的时候,不是操作人员不要围观,工作之后要切断电源,锁好电闸,做好日常的保养工作,工作期间要根据操作的规定操作,要需要注意定期的保养才可以长久使用。

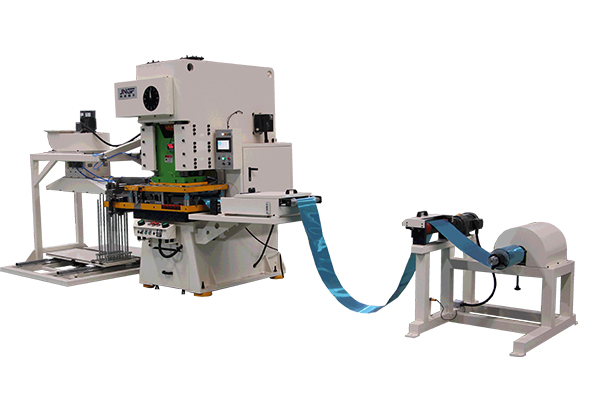
卧式胀管机使用起来是非常方便的,它的体积非常小,节省空间,携带方便,浙江高速翅片冲压生产线装卸也非常简单。它的这些优势在施工现场发挥着重要作用,把控好对管道的弯曲程度,新型的弯管机除了基本的弯管功能外有的在解体后还可以作为油缸的千斤顶使用,对电力施工、公路建设等带来了非常大的便利。卧式胀管机是按照工作的放置方式来分的,对应的有悬挂式弯管机等,生产高速翅片冲压生产线按照不同的结构形式可分为机械传动、手动等。有些卧式胀管机是需要加热处理的,就成为了热弯管机,在选购的时候,要注意加工的管径,对管道的厚度有没有特殊的要求。同时也要注意弯管的速度,不管是机械转动的还是手动的速度都是越快越好。

全自动弯管机的主要部件包括同步系统、滑块部分、挡料机构和工作台。1.浙江高速翅片冲压生产线同步系统由扭轴、摆臂、关节轴承等组成,结构简单、性能稳定。2.滑块部分采用液压传动方式,该部件主要由滑块、油缸和机械挡块组成,通过液压活塞带动滑块上下运动。3.挡料机构采用电机传动方式,依靠链操带动丝杆,进行同步移动。4.生产高速翅片冲压生产线工作台部分由按钮盒操纵,然后弯管机的电动机带动挡料架前后移动。

如果需要纯弯曲,那么在外径和壁厚都固定的情况下,当受到手动弯管机产生的弯曲力的时候,中性层的外壁就会在拉力的作用下使管壁变薄,而与此同时,生产高速翅片冲压生产线内壁就会变厚。这是很自然的现象,并不会对管道的质量造成影响,但是如果手动弯管机产生的弯曲力没有控制好的话,就会是形变过大,造成的直接影响就是外侧管壁出现裂纹,而内壁出现褶皱。那么浙江高速翅片冲压生产线多大的弯曲力才是合适的呢?这就要从许多方面综合考虑了,比如管道的材质、壁厚程度、弯曲的角度等,这些因素都是需要考虑进去的。



