
电 话:18018418999
传 真:0513-85541988
邮 箱:sxc@ntjfzn.com
网 址:www.hollywoodrn.com
地 址:江苏省如皋市白蒲工业园区
1.定期检查修理开关、保险、手柄、保证其工作可靠。2.电动机轴承内的润滑油要定期更换加注,并经常检查电机部分的工作是否正常。3.高速翅片冲压生产线用途定期检查三角皮带、手柄、旋钮、按键是否损坏,磨损严重的应及时更换。4.严禁非指定人员操作订购高速翅片冲压生产线设备,平常必须做到人离机停。

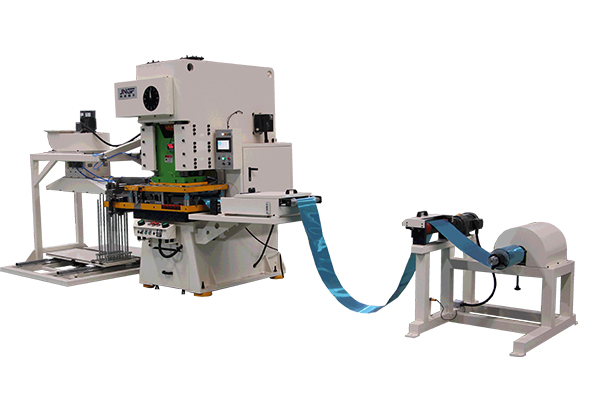
高速冲床之设计原理是将圆周运动转换为直线运动,高速翅片冲压生产线用途由主电动机出力,带动飞轮,高速冲床经离合器带动齿轮、曲轴(或偏心齿轮)、连杆等运转,来达成滑块的直线运动,高速冲床从主电动机到连杆的运动为圆周运动。高速冲床连杆和滑块之间需有圆周运动和直线运动的转接点,高速冲床设计上大致有两种机构,一种为球型,一种为销型(圆柱型),订购高速翅片冲压生产线经由这个机构将圆周运动转换成滑块的直线运动。

校直切断机具有自动夹料、送料、尺寸设置和工作计量等功能,电路采用PLC可编程逻辑控制器。操作方便,订购高速翅片冲压生产线为我们带来了很大的便利自动送料。校直切断机计数器可设置切料的次数,而且切料完毕后会自动停机。这样高速翅片冲压生产线用途基本可以完全实现机械化操作,减少人工量,压力可以前、后无段调整,确保工件不被夹伤变形,而且切口光泽无毛边。校直切断机除了上述优势以外,还具有以下优良特性:1.能够改善和缓解安装安全性能。2.精密切割,切割后管子便于连接。3.切割方法简单快捷,能够节省大量工作时间。4.可以根据现场工作自行设计切割方案。5.切割时不会对外界产生火花和灰尘。6.切割管道材质多样化,钢、铸铁、铜、塑胶等均可以切割。

在全自动弯管机芯棒原理切点,但是出于靠后的位置,将是不能在弯的外边充沛拉伸资料,因而芯棒的位置如果有很大的回弹,那么就有可能使得整个角度变小也是很有可能增大半径,或者是半径变大,可以向着切点推进。高速翅片冲压生产线用途调整芯棒的设置,如果管材不断的断裂,就说明材料真的是太硬了,太硬的材料其实是不能充沛的拉伸,是可以运用完整退火的管材来处理问题。所谓回弹控制是指弯管加工成型后再变回原形的大小的可能性,回弹会依据弯管的弯曲半径减少或增加弯曲度数,普通若是弯曲度数越小回弹也就越小。杭州高速翅片冲压生产线回弹受压模位置和压力的影响才有不一样的半径。全自动弯管机管材会有扭曲或有皱折的弯,呈现这个的缘由可能是资料过硬,因此不能在弯曲时收缩内径,呈现这种现象,可插入芯棒来处理。



