
电 话:18018418999
传 真:0513-85541988
邮 箱:sxc@ntjfzn.com
网 址:www.hollywoodrn.com
地 址:江苏省如皋市白蒲工业园区

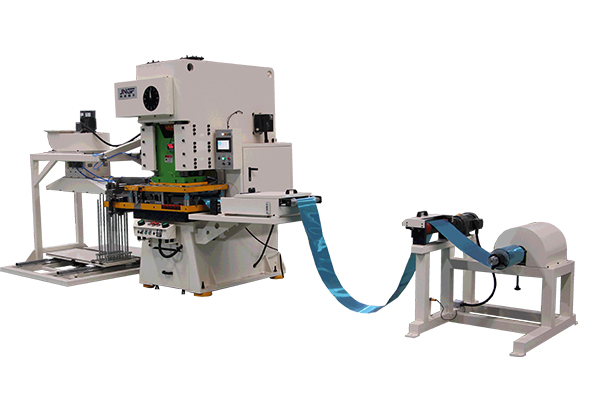
控制弯管机车间污染的理想方法应该是从生产工艺上减少粉尘和污染物的产生。但湖北高速翅片冲压生产线当生产工艺上无法采取更佳的污染物减排措施,采取科学有效的卫生防护工程技术是改善车间环境的有效措施。这其中,工业通风可通过控制车间有害气体和气溶胶、粉尘,改善车间内微小气候等方面,成为目前控制车间污染重要的卫生防护工程技术措施之一。工业通风的意义在于排出污染的车间空气或将潮热或干冷的空气,供应高速翅片冲压生产线车间补充外界清洁空气以改善车间空气环境。
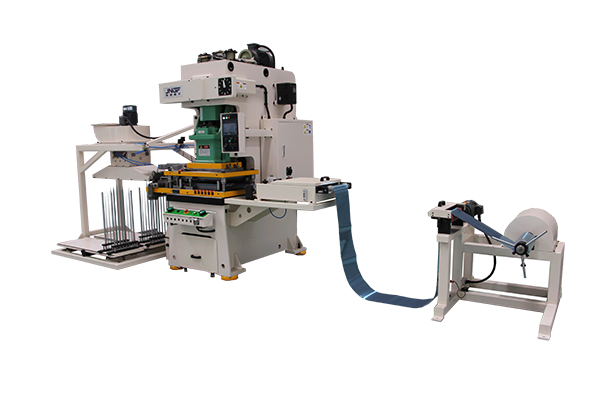
液压弯管机机油打不上来的原因:液压弯管机油泵的油能打上来,就是剪下去的力不够,油管上连接部位我都检查过没问题,另外就是剪下去了,湖北高速翅片冲压生产线退上来的速度很慢,退不到位。有这方面技术师傅请指导下,是什么问题?回上去的速度慢是因为回程缸的氮气不足需要冲氮气,氮气不足还导致压料力不足,弯管板料时会产生板料压不住,将氮气冲至5.5mpa~6.0mpa即可,剪切力量不够可以适当加大系统主压力,在液压阀板上有一个带手柄的阀可以调节,调至18MPA即可,但建议不要轻易自己调节,过高会影响供应高速翅片冲压生产线机器的寿命。

卧式胀管机在生活中使用越来越广泛,高速翅片冲压生产线怎么样下面具体介绍下设备胀接是应注意的事项:设备应在管子安装以后立即进行胀接。胀接时先张汽包两端的管排,将其作为基准管排,然后将其从中间项链变胀接。为了避免影响挂砖,管排应排列整齐,使用拉线法和卡板找正。管子胀接时为防止管子胀接松弛,应采用反节式胀接顺序。胀接环境温度需在0℃以上,胀接过程中禁止油、灰尘和水渗入胀接面,管子摩擦发热,会改变设备机械性能,因此应轮流使用胀管器并适当添加一些润滑油。胀管器时设备应和胀管平正放置,从而供应高速翅片冲压生产线避免导致胀杆或胀珠断裂。
卧式胀管机使用起来是非常方便的,它的体积非常小,节省空间,携带方便,湖北高速翅片冲压生产线装卸也非常简单。它的这些优势在施工现场发挥着重要作用,把控好对管道的弯曲程度,新型的弯管机除了基本的弯管功能外有的在解体后还可以作为油缸的千斤顶使用,对电力施工、公路建设等带来了非常大的便利。卧式胀管机是按照工作的放置方式来分的,对应的有悬挂式弯管机等,供应高速翅片冲压生产线按照不同的结构形式可分为机械传动、手动等。有些卧式胀管机是需要加热处理的,就成为了热弯管机,在选购的时候,要注意加工的管径,对管道的厚度有没有特殊的要求。同时也要注意弯管的速度,不管是机械转动的还是手动的速度都是越快越好。



